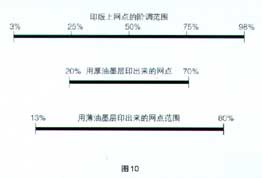
There are two dots on the same 3% plate, one carrying a very thick layer of ink and the other a thin layer of ink. After printing, the thin ink layer was expanded to 13% of the dots, and the thick ink layer was expanded to 20%. By the same token, when we print related tones, the thin ink layer will get a full version when printing over 80% of the dots, and the thick ink layer will get a full version when printing 70% of the dots. Therefore, a thin layer of ink enlarges the range of gradation. See Figure 10 below.
The dot gain rate has been controlled, we can print more dots of different sizes, and the prints will be more vivid and vivid. The greater range of tweens means: <1> Graphical contrast is better<2> The image is clearer and cleaner. The reduction of the graphic <3> graphic is stronger.
There are two maps (Figure 11), all of which are the same printing plate, the same printing press, the same ink, and even the same operator. However, the thicker ink layer on the left side caused a paste and the right one had a different printing effect due to the thinner ink layer. This is because when printing halftone dots, if the ink layer is too thick, the dots will stick together and the print will appear to be smeared. Therefore, we must use a thin layer of ink to solve this problem, especially in the printing gradient when the thin ink layer can show advantages.
It must be clearly stated that the role of the ink is to adjust the color intensity. Increasing the ink density will not only help to make the color of the printed product more vivid, but it will lead to paste printing. Therefore, you find that the color intensity is not enough and you should communicate with the ink supplier. High-quality ink In addition, the use of a thin layer of ink to print more clearly print, help overprint, but also make the ink easier to dry, so that the printing press can be printed at high speed, thereby increasing production efficiency and reduce costs.
Plate and Roller
The relationship with the roller is mainly reflected in the relationship between the two lines. In the past, we often said that the ratio of the number of lines of the printing plate to the number of lines of the roller is generally around 1:4.5. What is the basis for it? When we meet some special requirements for printing products (for example, if we want to print 2% of outlets) is this ratio still applicable?
For example, now we use a 100 line/inch plate. At the same time, if we want to print 2% of the dots on the plate, we need to use 600 lines/inch. However, when we use a 100-line/inch plate, we only want to print to more than 4% of the sites. Then, we only need 440 lines of anilox roller is enough (because the parameters of all kinds of roller are different, here to HAPPER company's roller for reference). The reason is very simple. We do not want the dot of the printing plate to be smaller than the dot opening on the grain roller. If the dot is smaller than the dot, when printing, the dot will stick into the hole, causing a paste and a dirty plate. As shown in Figure 12.
Or use a 100-line printing plate as an example. If you want to print 2% of the dots, you must use more than 600 lines of rollers. <Heterer's Roller is still used here as an example> Because 100% of the dots printed on the 100 lines have a diameter of 41 μm, and the openings of the cells on the 600 line anilox rolls are 38 μm, so that 2% of the dots are printed on the plate type. Will not reach into the cell. For other lines of plates, there is a formula for rough calculations:
A= (10 XBXK ) / N1/2
A —— the number of lines of the roller;
B ─ ─ the number of printing plates;
K ─ The percentage of one cell unit that the cell opening accounts for, ie K = cell opening width / <cell opening width + web wall width>. Take HARPER roller as an example, K = 0.9;
N - Percentage of minimum dots on the plate, N%.
Therefore, we should learn to balance the size of the optical dot and the size of the gravure mesh. If we can handle 2% of the dots, halftone can also achieve good results. In other words, we determined the number of lines and the capacity of the roller, and a thin and uniform ink layer was obtained, so that a clean, clear halftone and highlight portion effects can be achieved.
Finally, we summarize some of the reasons that caused the paste:
※ Ink layer is too thick ※ Roller capacity is too large ※ Lines are too thin ※ Dots are smaller than meshes
If the above four problems are completely solved, or if there is a paste, then it is necessary to pay attention to whether the pressure of the roller is correct, and after adjusting the pressure of the plate, attention should be paid to adjusting the pressure of the roller again.
Long Chen Printing Technology Network
Adjustable Single Desk And Chair
Adjustable Single Desk And Chair,Desks And Chairs,School Study Chair Table,Adjustable Kid Desk And Chair
AU-PINY FURNITURE CO., LTD , https://www.jiangmenaupiny.com