Analysis on the spraying process of carbon steel sheet metal parts
Text / Huang Jin
With the development of the society, the use of elevators is more and more common, mainly including ladders, freight elevators, sightseeing ladders, etc., and elevators of various types are different according to customer needs. The car acts as a component of the elevator carrying passengers, and the car is designed and decorated to provide a comfortable and aesthetic ride. The car wall panels are produced with carbon steel plates, which can meet the requirements of plasticity and strength processing, reduce the material cost, and can be sprayed according to the standard color color card, which can play a good aesthetic decorative effect and meet the customer's requirements of individuality and diversification. design concept.
Car wall panel spraying specialThe car is the closest part to the passengers. The decorative surface of the car siding should be soft, smooth and smooth, and it should be comfortable, improve the psychological comfort of the elevator space, and leave a good design impression to the user. Water-resistant, wear-resistant and dirt-resistant, preventing users from touching and bumping the decorative surface of the car leaving traces and fingerprints. The semi-gloss paint film has soft gloss, uniform thickness, smooth and smooth, temperature resistance, water resistance, wear resistance and dirt resistance. The semi-gloss paint film on the wall panels can meet the requirements.
The electrical components are different, the high-gloss paint film is sprayed on the outer casing, and the process requirements are relatively high. In terms of visual effects, it gives a full and vivid color experience. The user will use the bright hall to praise the decorative effect and give a new look. The feeling of use. The car is a closed space. If the high-gloss paint film is sprayed in the actual use, it will produce strong reflection, interfere with the passenger's vision, produce visual fatigue, and the high-gloss paint film has high protection requirements, and it is easy to leave marks on the surface.
The coating of the car wall will cause problems such as chromatic aberration, pinhole, and insufficient adhesion, which will cause the wall to be sprayed back, the cycle will be extended, affecting the delivery, and the paint will appear in the later stage, which will affect the customer's evaluation of the elevator brand and the elevator. Sales, so study the spraying process of the siding, analyze the control points of the quality of each part of the spraying and formulate the detailed process documents to provide detailed technical guidance or technical requirements for design, manufacturing, supplier management, etc. The level and quality of the board spraying technology meets the customer's use requirements and increases the promotion of the elevator brand.
Spraying processSpraying technical requirements
The designer should indicate the status and the color of the spray on the design document. The thickness of the spray is controlled at 40-80 μm. The sprayed country code GSB05-1426-2001 is provided on the technical agreement, allowing the manufacturer to spray according to the color of the standard color card.
Spraying process
Washing → degreasing → washing → acidification → washing → surface adjustment → phosphating → washing → drying → spraying → curing.
Spraying
(1) Before the spraying, the operator should check the equipment and the wall to be painted as follows: the filter element is installed normally, the automatic vibrating works normally, and the power is good; the spraying machine is checked, the high voltage power supply is normal, the spray gun circuit and the gas path are correctly connected; Air, vent first 1min before starting, and ensure that the air pressure ≥ 4kg / cm2; check whether the siding is clean.
(2) Feeding of powder coatings. Each time the powder coating is applied to the fluidized tank, it must be sieved through a 180 mesh screen.
(3) Wall panels are mounted. Clean the painted wall panels; select the non-important parts of the wall panels for mounting. After hanging the hanging panels on the wall panels, gently pull them with the hand to confirm that the panels are firmly attached before spraying.
(4) Spraying. Before the operation, the operator should confirm whether the color of the sprayed material meets the requirements of the wall panel. After confirming, the powder should be sprayed on the wall plate evenly with a spray gun, and the thickness of the film layer is controlled within the range of 40-80 μm.
(5) Baking. The operator should fill in the baking process card according to different powders and requirements to determine the temperature and time.
Pre-spray treatmentThe purpose of the pre-spray treatment is to remove the oil, dust, and rust on the surface of the wall, and to form a "phosphating layer" on the surface of the wall that is corrosion-resistant and can increase the adhesion of the spray coating.
(1) Degreasing and degreasing. The operator should discriminate and choose the method of degreasing or degreasing by adding degreasing powder according to the degree of grease adhering on the wallboard. Whether it is adding degreasing powder or selecting heating and degreasing, the degreasing soaking time of the wallboard is 5 to 15 minutes (the specific time is determined by the operator according to the degree of adhesion of the grease on the wall). Inspection method: After the wall plate is separated from the tank, water is dripped on the surface of the wall plate, and the non-slip flow is visually determined as qualified.
(2) Cleaning. After the wall is degreased and degreased, it should be kept on the degreasing and degreasing tank until there is no water drop, and then sent to the clear water tank for clean water (pH=7, not adjusted with water) for 5 minutes.
(3) Derusting. The operator should configure two different concentrations of hydrochloric acid descaling solution, and select thick (thin) descaling liquid according to the degree of corrosion of the wall plate. The lightly rusted wall plate is directly derusted by iron phosphating solution, and the wall plate is removed. The soaking time of the rust is 5 to 15 minutes (the specific time is determined by the operator according to the degree of corrosion on the wall panel). Inspection method: Visually check that the siding is rust-free.
(4) Table adjustment. The metering liquid is controlled at a pH of 8 to 10, and below this value, a surface conditioning agent is added.
(5) Cleaning. After removing the rust, the wall should stay on the descaling tank until it is basically free of water droplets, and then sent to the clear water tank for cleaning with water (pH=7, not adjusted with water) for 5 minutes.
(6) Phosphating. Phosphating is phosphating at room temperature. The phosphating system should be determined according to different process requirements. The phosphating solution is controlled by two indexes: “free acidity†and “total acidityâ€. The phosphating time of the wall is 5-15 min. Inspection method: Visually check that the siding is rust-free.
(7) Drying. The drying temperature of the siding is controlled between 120 and 150 ° C, and the drying time is 15 min.
The quality of the pretreatment process directly affects the quality of the powder coating film, the pretreatment is not good, and it is easy to cause the film to fall off and bubbling. Therefore, the pretreatment work must be taken seriously.
Inspection requirements(1) Appearance inspection.
The test protocol and test conditions are visual. Test judgment criteria: the color of the sample and the swatch is the same; the surface is smooth, no sag, no obvious orange peel; no blistering or shrinkage on the surface, no exposed bottom is allowed in the dead corner, and the hanging position should be plastic; important parts are not allowed There are more than 1mm2 dust spots.
(2) Spray film thickness detection.
The test plan and test conditions are as follows: using a coating thickness gauge, at least three measurements are taken at a distance of more than 25 mm from the edge of the sample; the test judgment standard is in accordance with the technical drawings, and the coating thickness is controlled within the range of 40 to 80 μm.
(3) Spray film hardness test.
Test plan and test conditions:
1 Use a sharpener to cut one end of the Zhonghua drawing pencil by about 5 to 6 mm of wood, leaving the original, unscratched, smooth cylindrical pencil refill;
2 Hold the pencil vertically and smooth the tip of the pencil lead on a sandpaper with a grain size of 400 (at a right angle), and continue to move the pencil until a smooth and smooth circular cross section is obtained with no debris or gaps on the edges;
3 Place the sample on the horizontal table, fix the film upwards, hold the pencil at an angle of 45°, push the pencil core without breaking, and push it on the film surface, to the tester in front of a uniform, about 1cm / The speed of s is pushed about 3cm, as shown in Figure 1;
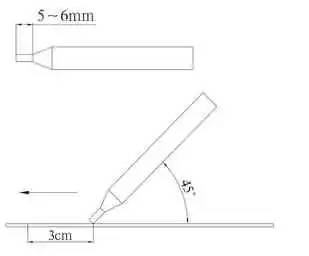
Figure 1 Pushing the template with a refill
4 For each stroke, the tip of the pencil lead shall be reground according to the requirements of Article 2, and the scraping shall be repeated five times;
5 Wipe all debris from the pencil lead on the surface of the coating with an eraser and visually inspect the surface of the coating.
Test judgment criteria: visible scratches or scratches are not allowed on the surface of the sprayed film, and the hardness of the sprayed film is ≥1H.
(4) Impact resistance test.
Test scheme and test conditions: impact test was carried out on the sample membrane layer by impact tester, and the sample membrane layer was placed flat on the anvil, using a standard φ8 mm steel ball, the mass of the weight was 1000±1 g, and the height was 50 cm. Impact model, the impact of the sample is not less than 15mm from the edge, and the edge of each impact point should be no less than 15mm. Three impact tests were performed on the same plate, and the impact point was observed with a 4x magnifying glass after the impact. Test judgment criteria: the film layer is free of cracks, wrinkles and peeling.
(5) Adhesion test.
The test protocol and test conditions are the adhesion of the film layer as determined by the cross-hatch test. The test judgment criterion is that the lattice damage area is less than 15% of the lattice area (ie, ≤ 2 grades).
1 The cross-hatch is scribed on the sample board. The closest distance from the edge of the product should not be less than 5mm. The cut should be cut to the base. Cut the grid pattern with 6 cuts in each direction on the coating. The cut is 1mm. Spaced apart (50μm<film thickness ≤125μm, interval 2mm), as shown in Figure 2;
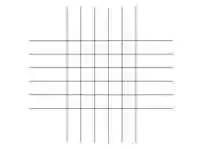
Figure 2 Cross-hatching on the sample board
2 After removing the chips in the grid area with a soft brush or soft paper, remove a piece of tape with a adhesion of (10±1)N/25mm, cover the entire area of ​​the grid, and rub the tape by hand to ensure that it is completely adhered. Hold the end of the tape hanging and tear off the tape quickly and smoothly as close as possible to 60° (as shown in Figure 3), then observe it with the naked eye;
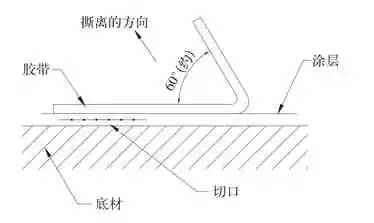
Figure 3 tear off the tape to check
3 Perform at least three different position tests on the template. If the three results are inconsistent and the difference exceeds one unit level, the above test is repeated at more than three different locations. The classification results of the test results of adhesion are shown in Table 1.
Table 1 Test results of adhesion results

(6) Salt spray resistance test.
Test protocol and test conditions: The salt solution is prepared with sodium chloride and distilled water at a concentration of 5% (mass percent), PH value of 6.85 ± 0.35, and the working test space of the test equipment is 35 ± 2 ° C, and the relative humidity is ≥ 85%. With continuous atomization, the duration of operation is 72h. The test criteria are no blistering, no rust, no cracking, no shedding.
Packaging and shipping requirements(1) Before the packaging, the quantity should be strictly controlled and the quality should be checked to prevent the phenomenon of missing inspection.
(2) For the packaging requirements of the wallboard, the surface of the wallboard must be free of dust, debris and solvents such as solvents that impair the quality of the coating.
(3) After each wallboard is sprayed, the label should be affixed, and the plastic film should be attached to the decorative surface of the siding to prevent the decorative surface of the siding from being scratched and worn.
(4) The siding after packaging should be kept intact and not slipped.
(5) The stacking of the siding is clear, tidy, not mixed, and does not overlap.
(6) The siding of the warehousing is not allowed to be removed and other metal parts are placed on the spraying wall. During the packaging and shipping process, it should be lightly handled and lightly placed to avoid collision of the siding. Scratch and bruise are strictly prohibited.
Silicone Kitchen Utensils,Silicone Cooking Utensils,Silicone Kitchen Utensils Set,Silicone Kitchen Tools
Xiongyang Household Co., Ltd , https://www.jmyjkitchen-manage.com